Battery Wire Bonding Process Development
21-07-2022
For any type of vehicle, or electrotechnical machine for that matter, in which the drivetrain is largely electric, the battery is its defining component. It determines performance. Also, the reliability of the battery pack is a major contributor to the overall reliability of the EV or machine. There is also the cost aspect. In the case of an EV, the battery pack accounts for almost one-third of the vehicle’s cost. And over a third of the cost of the battery pack is in its manufacture.
Understandably, battery pack manufacturers are seeking to get the most from well-established and proven manufacturing technologies to make increasingly dense and complex battery packs, while assuring high reliability and keeping costs as low possible.
As readers will be aware, a battery pack comprises several battery modules that are connected (using bars, bolts or heavy gauge cables) in parallel and series combinations to produce the desired energy and power characteristics. Each module contains several cells – of pouch, prismatic metal can or (most commonly) cylindrical type – connected to a busbar.
The two most popular methods for connecting cells to busbars are:
Laser welding. Each busbar (typically a complex shape) is placed in physical contact with the respective terminals of all cells to which it is to be connected. The contacting surfaces are then fused with a weld.
Ultrasonic wirebonding. This is an ambient temperature ‘friction weld’ process. The controlling variables that determine the process are the ultrasonic energy, the bonding force applied by the wedge and the bond cycle time.
Both methods have clear benefits. And both have some limitations. For instance, laser welding is non-contact, and the beam can be projected into spaces that cannot necessarily be accessed by a wedge bonder. On the downside, tooling can be an issue to account for any cell height tolerances. Also, as it is a traditional weld process, there’s a risk of localised heat from the welding process penetrating the negative terminal and damaging the cell. Note, a cylindrical cell’s positive terminal is ‘floating’, so less vulnerable to heat transfer because of an air gap.
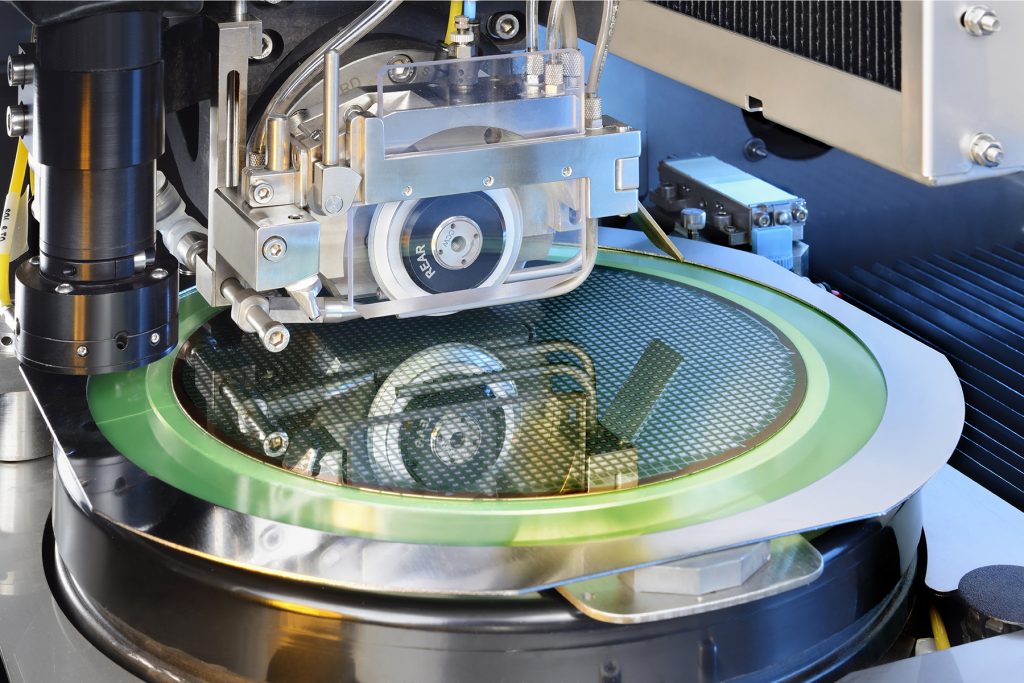
As for ultrasonic bonding (see figure 1), it is an ambient temperature process (that can be used to place wire or ribbon) so there is minimal localised heating and no risk of damaging cells. Also, the process copes far better with tolerances in cell height (relative to the busbar) and, when wire is used, by matching its cross-sectional area and length to a maximum desired current each cell is effectively given its own in-line fuse.
This is a great safety feature, as a shorting cell will self-isolate and protect the module. However, due to the application of ultrasonic energy in the wirebonding process, all components (e.g. cells, busbar etc.) must be clamped sufficiently to ensure no harmonic resonance can occur to compromise bond integrity.
While there are many ‘laser weld versus wirebonding’ debates taking place in the industry, both techniques have their respective places; and industry bodies, equipment OEMs and distributors alike are working closely to help battery pack manufacturers identify, develop and optimise the best processes for their applications.
For instance, where wirebonding is concerned, wedge bonder OEM Kulicke & Soffa (K&S) offers ultrasonic modelling (see figure 2) to identify the exact bonding responses expected from the unsupported end cap, eliminating the need for customers to invest in complex tooling and fixtures.
Industrialisation
The challenges associated with battery module welding (including wirebonding) were explored in a presentation delivered by the UK Battery Industrialisation Centre (UKBIC) at the Battery Test Expo at Silverstone, United Kingdom, in May 2022. Based in Coventry, UKBIC is a 20,000m2 manufacturing research facility. It is used for the trialling of new materials, cell formats, module and pack structures, and manufacturing processes.
UKBIC’s presentation highlighted that, to achieve high consistency and yield in welding battery modules, cells and modules must be designed to be more work-friendly for the welding process (irrespective of which type) in terms of their geometries and choice of materials.
Also highlighted were challenges associated with investment costs, access to equipment, knowledge and skills. Regarding these, OEMs and the supply chain are stepping up to the plate. As mentioned, K&S offers ultrasonic modelling to help customers develop their processes. Also, Inseto (which is supporting UKBIC through partnership with the supply of a K&S Asterion EV hybrid wedge bonder) has invested in its own wedge bonder for use in a process development laboratory. Both the investment and provision of a laboratory for customers to use are not standard practice for a distributor. Nor is bonder use training. Something else Inseto offers.
Several battery pack manufacturers have already used the laboratory to develop and optimise their processes, establishing the ideal mix of wire gauge and bonder control parameters. They have also been exploring how to handle surface contamination, as the cleanliness and plating quality of commercial cylindrical cells often used for battery packs can be problematic, irrespective of weld method. As the battery cells are live during assembly (typically 30% charged), the cleaning process must not short the cells or impact the internal battery chemistry.
Similarly, UKBIC is focused on support – and more than just technical. For instance, the centre aims to help manufacturers rise to other challenges, such as helping manufacturers create safety policies – as many policy makers may not be fully aware of the safety regulations associated with battery manufacturing. Procedures will need to be in place for transportation, storage and handling.
In summary, these are exciting times for the e-mobility sector and whilst there are many challenges ahead it’s encouraging to see how industry bodies, OEMs and distributors are rising to these.
www.inseto.co.uk
www.ukbic.co.uk
Inseto is proud to reproduce the above article first published in E-Mobility Summer edition 2022, with the kind permission of the editor.