The Pressure is On
21-07-2023
The EV sector is constantly striving for higher power densities (in terms of W/m3) and in particular with regards to the electronics for controlling power, both within vehicles and within charging stations. Reducing the volume of a component reduces the quantity of materials to build it, thus reducing production costs.
Power modules, as used in inverters for example, are required to switch high voltages at high frequencies into loads that draw hundreds of Amperes. These requirements have made silicon carbide (SiC) the semiconductor material-of-choice, and EV power modules typically contain several SiC-based MOSFETs or IGBTs.
In addition to the requirements to switch more power, there is also a need for deep power cycling and providing high reliability operation in relatively harsh environments. All of these factors place challenges on device packaging – certainly if industry is to get the most from all that SiC has to offer.
Although SiC devices boast low power losses these are relative to very high (achievable) power densities. Essentially, SiC-based high power switching structures run hot, and the heat must be dissipated. Moreover, SiC-based die can run far hotter than the melting point of even specialist solders.
Sintering – Materials & Processes
As readers will be aware, pressure sintering is an alternative to soldering but let’s take a detailed look at the materials and how they affect/govern the sintering process.
A sinter paste comprises monometallic particles (typically less than 1µm in size), an organic compound (with an evaporation temperature of about 150˚C) and possibly an oxygen reduction agent. Sinter paste OEMs have their own recipes but common to all is that the monometallic particles account for about 90% of the volume.
The material of choice is currently silver. However, all paste OEMs are conducting R&D into copper. The cost of copper is about 5% that of silver, but its use presents many challenges because of how readily the metal oxidises, preventing the formation of good mechanical bonds – unless the entire process is performed in an inert atmosphere.
The most popular method of applying the sinter paste to the substrate (which is typically direct bonded copper, DBC) is using a stencil, where the holes are usually 5 to 10% larger than to die to be placed. The applied paste will typically be between 100 to 120µm thick, though some device manufacturers are experimenting with 80µm.
The next stage is pre-drying. This tends to be in an oven with a nitrogen atmosphere. The substrate is heated to between 120 and 130˚C for 30 minutes. This removes any moisture present and results in the thickness of the paste reducing by about 20% while still remaining tacky, as the organic compound is still present.
After drying, the substrate is moved to a pick and place machine. Here, many OEMs are using hot-head tools (at about 100˚C) as it improves the bond quality. Note: the underside of the SiC die is already metalized with silver.
Next, it’s to the sinter press. If the substrate is large, it is advisable for the press to have a pre-heating stage. This reduces the risk of thermal stress (warping). Also, if the substrate is a large thermal mass, it will take longer to reach the sintering temperature, which is about 250˚C.
The sintering process is relatively quick, at about 3 minutes. The top of the die is protected using a thin film of Teflon and the sinter tool head presses down, applying a pressure of between 15 and 30MPa. The thickness of the paste reduces by a further 50% as the silver particles bond to produce a bond line thickness (BLT) of between 30 and 40µm – see figure 1.
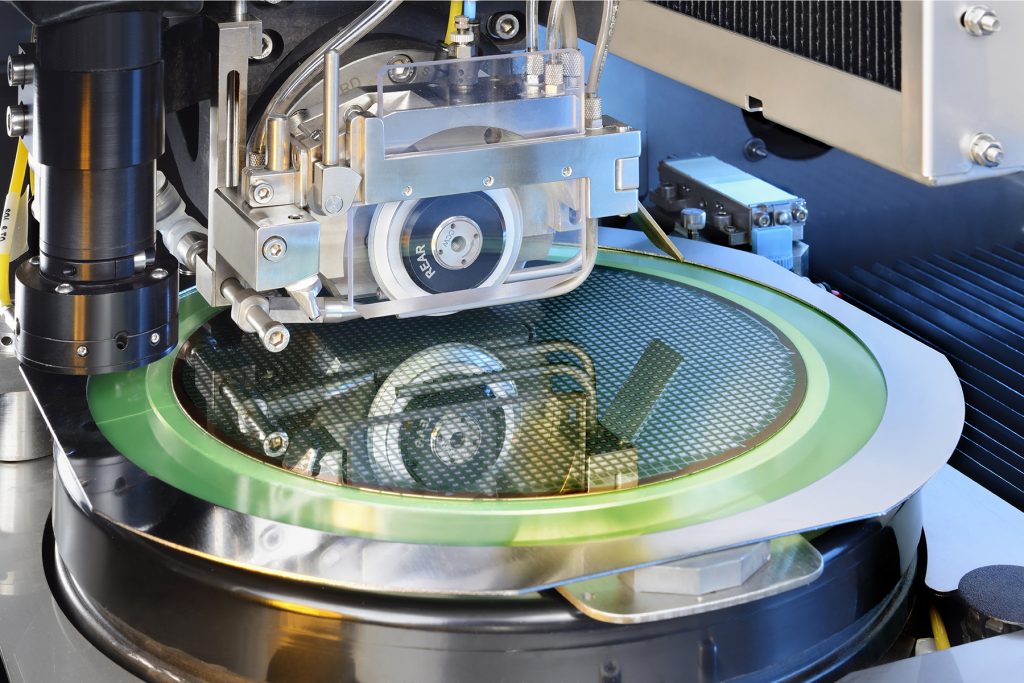
It is advisable to allow the substrate and die to cool while still in the sinter press to avoid oxidisation, before going into test; followed by wire bonding (which might also include tests) and moulding (chip encapsulation). Figure 2 illustrates some of the equipment used in the packaging of sintered die.
Sinter Process Flow
Results
The main method of determining how well the die has attached to the substrate is to perform a mechanical shear test. A shear strength of more than 30MPa should be achievable at room temperature and more than 20MPa during a hot test (typically 100 to 120˚C).
One way of increasing shear strength is to silver plate the DBC substrate in the areas where the sinter paste will be applied. This means the interface will be between the silver on the underside of the die, the silver sinter paste, and the silver plate on the substrate. In destructive tests performed by AMX Automatrix, shear strengths of up to 70MPa have been recorded. Without silver plating, dies were shearing at about 55MPa.
Shear strength is also a measure of the presence of voids beneath the die, noting here that to see voids requires a scanning acoustic microscope (SAM). Voids can lead to delamination as a result of thermal cycling. Figure 3 shows a SAM image of voids and delamination.
Voids are expressed as a percentage of die area. However, the figures regarding what are acceptable percentages have been inherited from industry standards for attaching die (usually Si) using solder. For SiC, far more power is being handled (to the extent there’s likely to be a bang in the event of delamination) and there’s a far greater need for efficient heat dissipation. Many believe there should be much tighter requirements where acceptable void percentages are concerned, and although sinter processes (for electronic component die attach) have not been around long enough for standards to be set, early results are looking good.
Thermal cycling is an essential test, and AMX is aware of some OEMs subjecting sintered components to extremely aggressive tests. For example, some cycle between -55 and 250˚C, noting that -40˚C is the automotive industry’s current low temperature limit. And the jury is out on what should be an upper temperature test limit for SiC, though AMX is aware of one company that is testing to 300˚C and their power modules are performing well, i.e., no reduction in shear strength and therefore no indication of delaminating. Also, although 1,000 cycles are standard, many are subjecting their designs to 10,000 cycles.
Summary
Sintering technology has come a long way in a relatively short period of time, and the use of silver sinter paste has produced some great results and continues to do so. Copper sintering is on the horizon though, driven by the far lower cost of the metal.